- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Производи







Бачва за вијчане калупе за екструзионо дување
Код екструзионог дувања (ЕБМ), пластика се топи и екструдира у шупљу цев (парисон). ... Ваздух се затим удувава у паризон, надувавајући га у облику шупље боце, контејнера или дела. Након што се пластика довољно охлади, калуп се отвара и део се избацује. У ЕЈС-у производимо навојне цеви за екструзионо обликовање дувањем за машине за екструзионо дување, малих и великих димензија, у нитрирању или биметалном третману.
Пошаљи упит
Опис производа
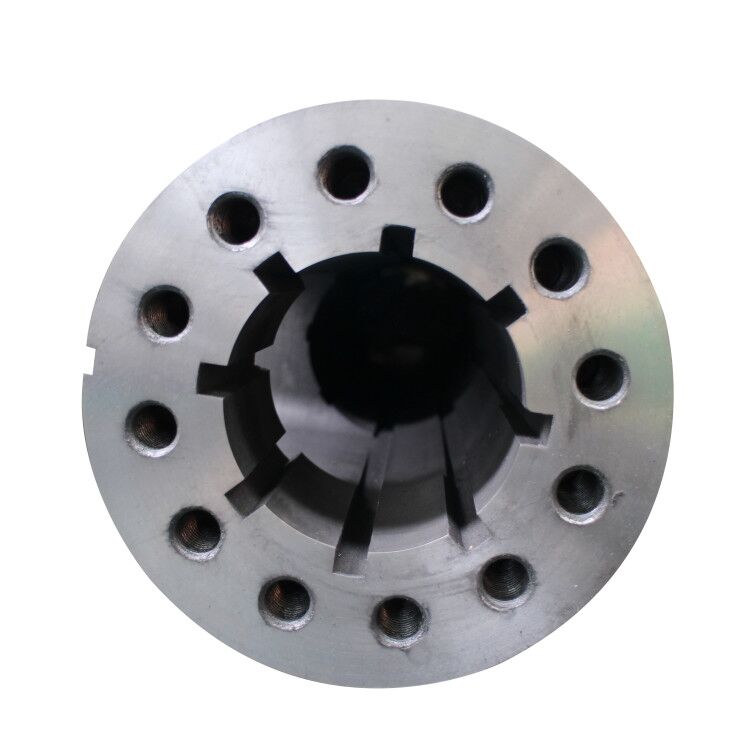
Цијев завртња за обликовање дувањем екструзијом
ОЕМ снабдевање Кина машина за дување, Ектрусион дување вијчане цеви,oваша компанија поздрав "Олакшајте посао са вијчаним цевима уз радости и успех„као нашмисија. Ако сте заинтересовани за неки од наших производа или желите да разговаратеваш дизајн, будите слободни да нас контактирате. Радовали смо сеуспостављање успешне пословне односе сабило којинове клијенте широм света у блиској будућности и узгајати их све боље и веће.
Код екструзионог дувања (ЕБМ), пластика се топи и екструдира у шупљу цев (парисон). ... Ваздух се затим удувава у паризон, надувавајући га у облику шупље боце, контејнера или дела. Након што се пластика довољно охлади, калуп се отвара и део се избацује.
У ЕЈС-у производимо навојне цеви за екструзионо обликовање дувањем за машине за екструзионо дување, малих и великих димензија, у нитрирању или биметалном третману.
Пречник отвора доступан за екструзиону цев за дување
¢45~¢250
Популарни материјали који се користе за екструзионо дување
38ЦрМоАлА(1.8509)
34ЦрАлНи7(1.8550)
31ЦрМоВ9(1.8519)
40Цр(4340)
42ЦрМо(4140)
Површинска обрада навојне цеви за екструзионо обликовање дувањем
Нитрирано цело тело
Стелит биметална легура пресвучена
Цолмонои 56 пресвучен легуром
Цолмонои 83 пресвучен легуром
Примена навојне цеви за екструзионо дување
Бачве са завртњима за ливење екструзијом играју одличан посао за производњу различитих филмова у машинама за ливење дувањем као што су
Филм за паковање;
Поуцхес;
Филм за штампање;
Схринк филм;
Филм за паковање хране;
Претварање филма;
Барриер филм.
Питање: Која је разлика између калуповања ињекционим дувањем и екструзионог дувања?
одговор:
Постоји углавном 5 разлика између бризгања дувањем и екструзијског дувања:
1) Тип производа произведен калупом за убризгавање и екструзионим дувањем је различит. Процес калуповања екструзионим дувањем ствара дводимензионални производ, док процес бризгања дувањем ствара тродимензионални производ као коначни излаз.
2) Они користе различите алате у оба процеса. За машину за екструзионо дување, калуп се користи за добијање коначног излаза, док се за бризгање дувањем користи калуп.
3) Време потребно за производњу коначног резултата је различито. Процес екструзионог калупа је спорији, док је процес бризгања бржи.
4) Дебљина финалног производа је различита. У случају екструзије, дебљина дела зависи од тога колико се материјал може растегнути током процеса, док у случају упада зависи од односа између језгра и калупа.
5) Процеси су различити. Са машином за екструзионо дување, отпад је са флешом и обрезањем, док је отпад без флешовања и обрезивања за бризгање дувањем.
ЕЈС може да произведе и цев за екструзионо дување и машину за ливење дувањем.
О Е.Ј.С.
ЕЈС Сцрев Баррелс је новостворени бренд за извозно пословање са производним искуством од 1992. године.
Произвођач вијчаних цеви посвећен производњи прилагођених навојних цеви и дизајну цеви за вијке за екструдере, пужних цеви за бризгање.

Биметалне навојне цеви
Почели смо да правимо биметалну навојну цев у врло раној младости, скоро у исто време када је рођена прва биметална цев у Кини. Сада имамо неколико типова опција у зависности од различитих апликација
|
Биметалне бачве |
|||||
|
Аллои Типе |
ЕЈС01 Аллои |
ЕЈС02 Аллои |
ЕЈС03 Аллои |
ЕЈС04 Аллои |
|
|
Аллои Цомпонентс |
Фе+Ни+Цр+Б |
Ни+Цр+Цо+Б |
Ни+Цр+Цо+В+Б |
Ни+Вц+Цр+Б |
|
|
Отпорност на хабање |
★★★ |
★★ |
★★★ |
★★★★ |
|
|
Отпорност на корозију |
★★ |
★★★ |
★★★ |
★★★ |
|
|
Аллои Тхицкнесс |
2~3мм |
1.5~2мм |
1.5~2мм |
1.5~2мм |
|
|
Тврдоћа |
ХРЦ 58-65 |
ХРЦ 50-58 |
ХРЦ 55-60 |
ХРЦ 55-65 |
|
|
Температурни опсег |
≤400 |
≤450 |
≤450 |
≤600 |
|
|
Цоеффициент Тхермал |
РТ~250℃ |
11.0к10-6 |
11.0к10-6 |
11,5к10-6 |
11.0к10-6 |
|
Проширење (/℃) |
РТ~400℃ |
11,4к10-6 |
11,4к10-6 |
12,4к10-6 |
12к10-6 |
|
Опсег обрадиве дужине |
700мм~3000мм/комад |
||||
|
Основни челик је веома коришћен |
40Цр: 42ЦрМо |
||||
|
Означите на листи: ★★★★ Одлично; ★★★ Врло добро; ★★Добро |
|||||
|
Биметални завртњи |
|||
|
Погодно за |
Једноструки вијак, двоструки паралелни вијак, двоструки конусни вијак |
||
|
Аллои Типе |
Ни60 |
ЦоИмонои 56 |
ЦоИмонои 83 |
|
Аллои Цомпонентс |
Ни+Цр+Фе+Си |
Ни+Цр+Си+Фе |
Ни+Вц+Цр+Ц |
|
Ниво против хабања |
★★★ |
★★★ |
★★★★ |
|
Ниво антикорозије |
★★★★ |
★★★★ |
★★★★ |
|
Аллои Тхицкнесс |
1~1,5 мм |
1~1,5 мм |
1~1,5 мм |
|
Тврдоћа |
ХРЦ 56-62 |
ХРЦ 46~61 |
ХРЦ 43-48 |
|
Примењена стаклена влакна |
испод 10% |
|
|
|
Опсег обрадиве дужине |
Било која дужина потребна |
||
|
Основни челик је веома коришћен |
38ЦрМоАИ(1.8509), 34ЦрАИНи7(1.8550), 31ЦрМоВ9(1.8519) |
||
|
Означите на листи: ★★★★ Одлично; ★★★ Врло добро; ★★Добро |
|||
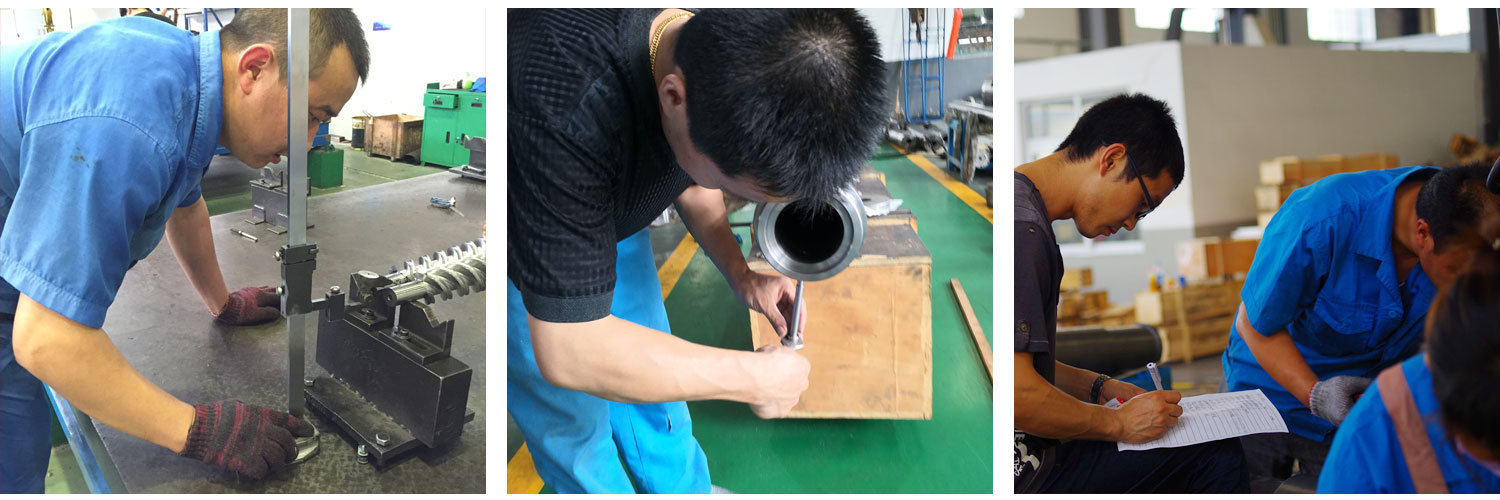
Инспекција квалитета
Квалитет је веома важан корак током производње. За израду квалитетне вијчане цеви морају бити испуњене све толеранције и све димензије треба да буду исправне и унете у евиденцију.
Обезбеђујемо извештај о инспекцији, сертификат о материјалу за сваку од наших испоручених бачви.
Паковање
Паковање је последњи, али веома важан корак пре слања. Јака и паметна кутија за паковање је такође део нашег квалитета. Не само да се користи за добру заштиту бачви за вијке током транспорта, већ и пружа једноставан начин за наше купце да се распакују.

Хот Тагс: Завртње за екструзионо обликовање дувањем, прилагођено, Кина, Зхоусхан, добављачи, произвођачи, фабрика, на лагеру
Повезана категорија
Конусна цев са двоструким завртњем
Паралелна цев са два завртња
Бурад за екструдер
Гумени вијак бурел
Бурел за вијке за бризгање
Блов Молдинг Сцрев Баррел
Биметална навојна цев
Нитритована вијчана цев
Делови екструдера
Пошаљи упит
Слободно пошаљите свој упит у форму испод. Одговорићемо вам у року од 24 сата.